
Introduction
The production of Active Pharmaceutical Ingredient (API) in the pharmaceutical industry relies heavily on process solvents, which can account for up to 80-90% of non-aqueous materials used. Consequently, the safety, cost, and environmental impact of a manufacturing process depend largely on the quantity and characteristics of the solvents used. Although solvent recycling minimizes many of these environmental concerns, less than half of process solvents are recycled and reused in the pharmaceutical industry. In the current case study, ~ 30% less waste is generated by the Integrated Continuous Manufacturing (ICM) process, with the solvent recovery unit. That means, for a throughput of 1,000 tons of API, 82 tons of waste is eliminated, and approximately $1 M is saved. This elimination translates to a 155 tons reduction in CO2 produced from the disposal of waste.
FLOW DIAGRAM OF THE ICM PROCESS
The Integrated Continuous Manufacturing (ICM) pilot plant includes the following unit operations: Feeding, Dissolution & Clarification Bypass, Reactive Crystallization, Filtration & Resuspension, Drying & Separation, Extrusion-Molding-Coating (EMC), and Solvent Recovery. Each unit is controlled and operated by a plant-wide Process Control System. Process Analytical Technologies (PATs) are applied to monitor the process and provide essential information to the Process Control System to ensure product quality. The flow diagram of the ICM pilot plant is shown in Fig. 1. Two solid reactants, A and B, are dissolved in Solvent 1 (classified as a dipolar aprotic in the GSK solvent selection guide) in a temperature-controlled vessel. The dissolved pre-reaction material is then passed through the clarification system to remove suspended particulate matter (SPM). After clarification, the pre-reaction mixture enters the reactive crystallization system. The reaction and crystallization occur at a high temperature, and the crystallization yield is increased by reducing the temperature in the last crystallization vessel. The resulting slurry is pumped onto a rotary filter plate. The mother liquor and impurities are continuously removed, and the wet cake is re-suspended with Solvent 2 (classified as an alcohol in the GSK solvent selection guide) in a resuspension vessel. A pump is used to deliver the re-suspended slurry onto the drum dryer surface, where the API is dried. The vapor is condensed and the recovered solvent is then used to wash or re-suspend the wet-cake. Finally, the dried API and excipients are fed into the EMC system to continuously form tablets. As a supporting unit, Solvent Recovery is integrated into the ICM process and significantly reduces solvent usage. More specifically, it recovers Solvents 1 and 2 from the filtrate, which are then fed back into the feed tanks for the ICM process.
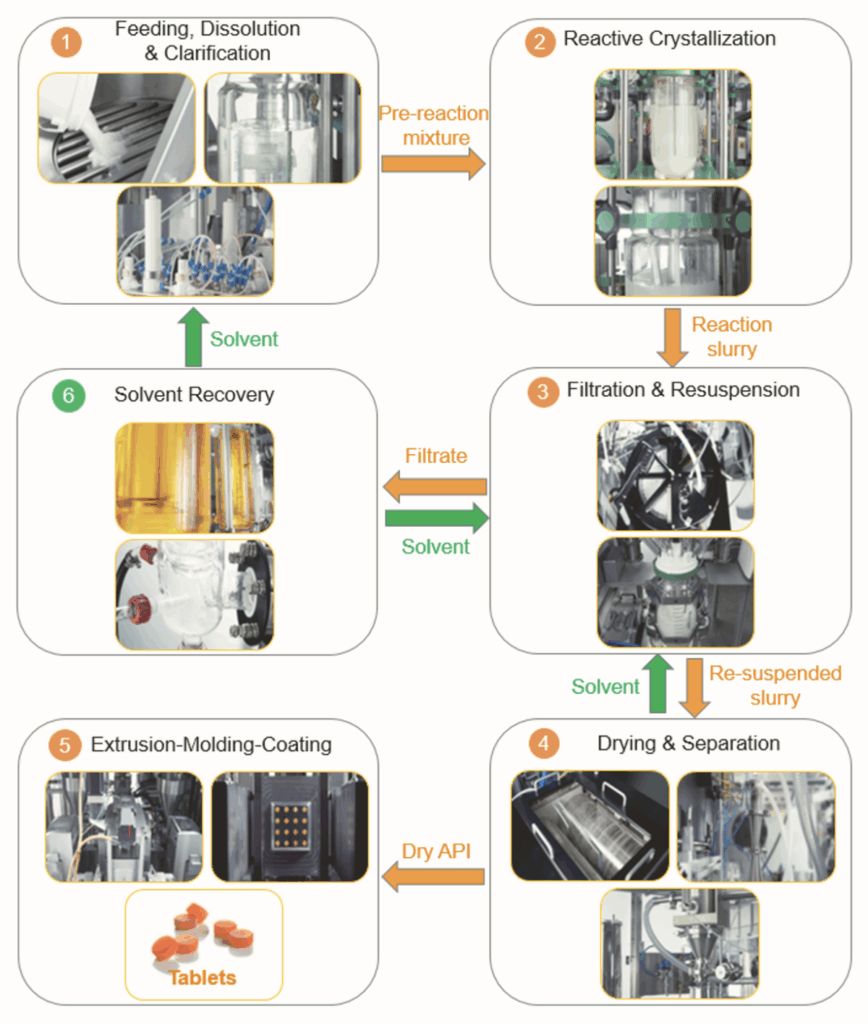
Fig. 1 Flow diagram of the ICM pilot plant
WITHOUT THE SOLVENT RECOVERY UNIT
In this continuous and seamless ICM process, an overall process yield of approximately 88.0% was calculated from the product of the individual units (Fig. 2a). For comparison, the batch yield from raw materials to dry API is approximately 86.4%. Both Solvents 1 and 2 are used for the reaction in the batch process, and solvent consumption is 0.81 and 0.08 kg solvent/kg API (Fig. 2b), respectively. Conversely, in the ICM reaction process, only Solvent 1 is used at 0.47 kg solvent/kg API. Less solvent is necessary because the ICM system can process higher reactant concentrations without major issues. In the case of highly exothermic reactions, heat is released more gradually in a CSTR cascade, whereas in a batch process heat is quickly released in a very short time interval. When the same amount of solvent is used in the batch process, issues such as poor mixing and heat transfer can occur. Solvents 1 and 2 are also used in the wet cake washing process. Solvent 1 is used to displace the mother liquor and purge most of the impurities, while Solvent 2 (with a lower boiling point) is used to remove the residual Solvent 1, rendering the API easier to dry. The consumption of Solvents 1 and 2 by the ICM system, compared to the batch line, are significantly reduced from 0.86 to 0.22, and 0.51 to 0.11 kg solvent/kg API, respectively. Less solvent is used because with the ICM process a very thin cake film (3-5 mm) is formed on the filter plate, so the wash solvents can purify the cake more effectively.
Thus, compared to the batch process, the ICM line possesses a higher yield (Fig. 2a) and consumes less solvent (Fig. 2b), reducing waste generation for the same amount of API or drug product produced. As shown in Fig. 2c, the E-factor (defined as kg waste / kg product) for the batch process is 2.488, and for the ICM process it is reduced to 0.986. This ultimately results in approximately 60% less waste generated by the ICM process. In the current system, most of the impurities remain in the mother liquor and are purged in the filtrate. As Solvent 1 washes the wet cake, only a very small amount of the impurities is entrained with it, enabling this filtrate stream to be recycled directly into the first step of the process (dissolution) without any further purification. In this case, when a recycle is performed, the E-factors for the batch and ICM processes are reduced to 1.627, and 0.770, respectively (Fig. 2c). The Energy Intensity (EI, defined as the ratio of the total process energy to the mass of desired product formed) for the batch and ICM processes are also compared (Fig. 2d). More than 50% energy is saved with the ICM process.
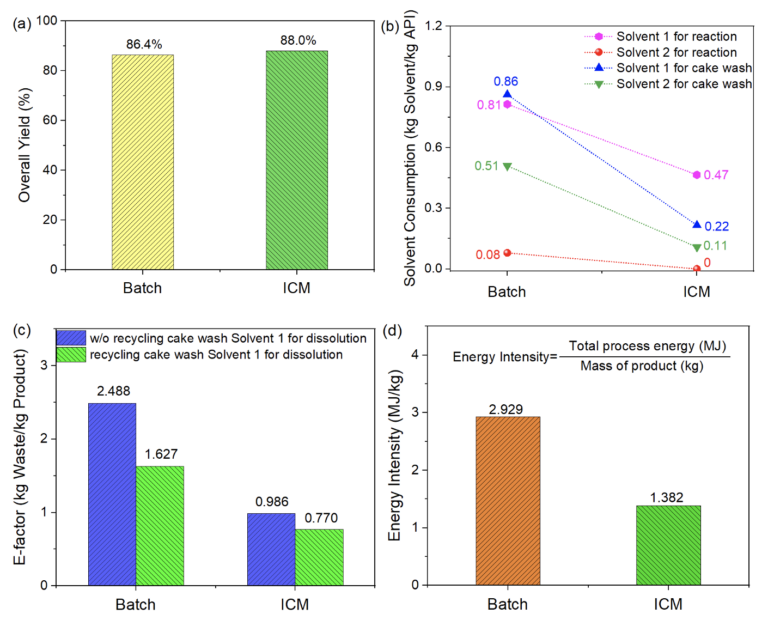
Fig. 2 Comparison of (a) the overall yield of batch (from raw material to dry API) and ICM manufacturing processes (from raw material to tablets), (b) solvent consumption by batch and ICM manufacturing processes, (c) E-factors of the batch and ICM processes with and without recycling cake wash Solvent 1, and (d) Energy Intensity of the batch and ICM processes.
WITH THE SOLVENT RECOVERY UNIT
In the current ICM process, the filtrate contains Solvents 1 and 2, unreacted Reactants A and B, and other impurities that are formed in the reaction. The Solvent Recovery unit operation is used to recover Solvents 1 and 2 from the filtrate. Solvent 2 is distilled out and collected first due to its lower boiling point compared to Solvent 1. Subsequently, Solvent 1 is distilled out and recovered from the remaining mixture, which includes the entrained impurities. The recovery yield of Solvent 1 depends directly on the Solvent 1 weight fraction in the recycle stream. As shown in Fig. 3, the weight fraction of Solvent 1 in the recycle stream decreases from 59.7 ± 3.2% to 0.5 ± 0.2% as the operating temperature of its distillation increases from 190 to 220 °C. Accordingly, the recovery yield of Solvent 1 increases from 71.5 ± 0.6% to 98.3 ± 0.03%, and the relevant E-factors decrease from 0.335 to 0.210 (Fig. 4a). However, the decrease in E-factor is associated with an increase in Solvent Recovery Energy (SRE, defined as the ratio of the total solvent recovery energy to the mass of desired product formed) (Fig. 4b). Therefore, selection of the operating parameters should consider both the energy cost and recovery yield (i.e., solvent cost).
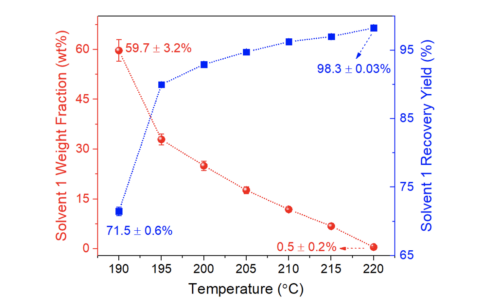
Fig. 3 Solvent 1 weight fraction in the waste stream and recovery yield as a function of operating temperature
The overall recovery yields for Solvents 1 and 2 are shown in Fig. 4c. The recovery yields with the ICM process are slightly higher than those with the batch process. A possible reason is that the ICM process is continuous and seamless, resulting in decreased solvent loss during transfer from the Filtration unit to the Solvent Recovery unit. As shown in Fig. 4d, the E-factor decreased from 0.292 in the batch process to 0.210 in the ICM process (after recycling the cake wash Solvent 1), with approximately 30% less waste generated by the ICM process. Comparing Fig. 4d with Fig. 2c, it is clear that the Solvent Recovery system significantly reduces the E-factors in both batch and ICM processes; however, the most benefit is achieved with the latter (i.e., an ICM process utilizing a Solvent Recovery System).

Fig. 4 (a) E-factor, and (b) Solvent Recovery Energy as a function of operating temperature. Comparison of (c) the solvent recovery yields in the batch and ICM manufacturing processes, and (d) the E-factors in the batch and ICM processes with and without Solvent Recovery Unit (compared to Fig. 2c).
For detailed information, please refer to our publication: E-factor analysis of a pilot plant for end-to-end integrated continuous manufacturing (ICM) of pharmaceuticals. Green Chem., 2020, 22, 4350-4356.